Система синхронизированного производства – передовой метод организации производства, позволяющий вашей компании минимизировать потери, существенно увеличить прибыль и добиться выдающихся результатов. В книге очень подробно изложены все этапы построения синхронизированного производства: от внедрения визуального управления на предприятии до построения вытягивающей системы производства и непрерывного совершенствования всей производственной деятельности. Особенность этого издания – в его исключительно практической направленности. Каждый этап системы синхронизированного производства детально описан и подкреплен советами по его реализации, многочисленными иллюстрациями и примерами из практики.
Рекомендую по теме: Джеймс Вумек. Бережливое производство, Масааки Имаи. Кайдзен. Ключ к успеху японских компаний.
Хитоси Такеда. Синхронизированное производство. – М.: Институт комплексных стратегических исследований, 2008. – 288 с.
Скачать конспект (краткое содержание) в формате Word или pdf
Купить книгу в Ozon
Введение. Для достижения состояния синхронизированного производства, как правило, нужно подняться на четыре уровня производственной культуры (рис. 1). В книге предлагается разбить внедрение синхронизированного производства на 13 этапов, каждый из которых описан в отдельной главе.
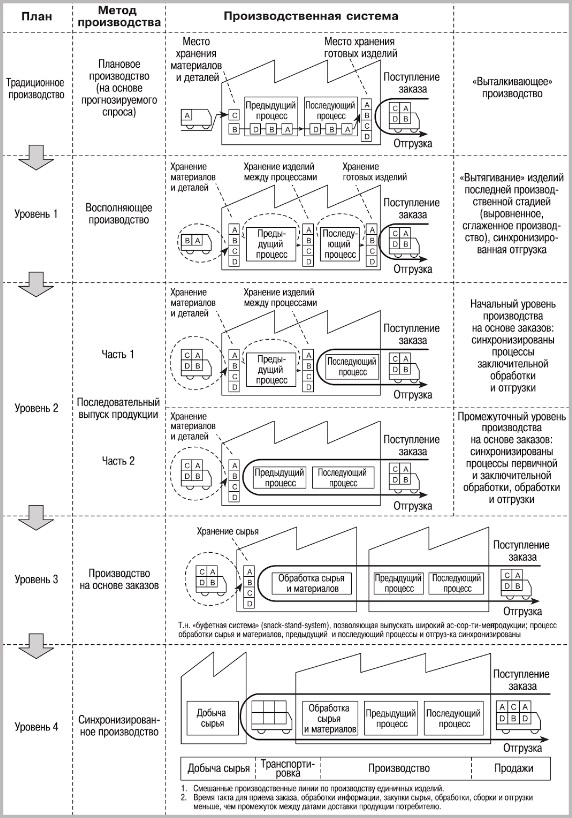
Рис. 1. Идеальное состояние производства; чтобы увеличить изображение кликните на нем правой кнопкой мыши и выберите Открыть картинку в новой вкладке
Этап 1. Концепция 6S
Большинство изменении, необходимых для реформирования производства, можно провести при помощи концепции 6S. Чтобы реализовать концепцию 6S на практике, нужно вовлечь весь персонал: в изменениях должны быть заинтересованы все, иначе никакой пользы от 6S не будет.
ЧТО ТАКОЕ 6S?
- SEIRI – сортировка; освобождение рабочей воны от ненужных предметов и организация системы хранения.
- SEITON — рациональное расположение; расположение нужных предметов в порядке, облегчающем их поиск и использование (рис. 2).
- SEISO — уборка; поддержание чистоты на рабочем месте.
- SEIKETSU – стандартизация.
- SHITSUKE — совершенствование.
- SHUKAN – привычка.

Рис. 2. Хранение инструментов и приспособлений
Нужно в корне изменить сложившиеся представления как о рабочем пространстве, так и о принципах организации производства. Многие модели поведения укореняются настолько глубоко, что люди их просто не осознают. Цель внедрения 6S — осознать эти привычки и радикально их изменить, чтобы не произошло возврата к прежним методам работы. Реформирование производства невозможно до тех пор, пока персонал будет вести себя так, как раньше.
Этап 2. Выравнивание и сглаживание производства
Период, за который производится изделие, называется временем такта. Метод, позволяющий выпускать продукцию в соответствии со временем такта, называется сглаженным производством. Каждый станок должен обрабатывать изделия в соответствии со временем такта, иначе станки будут то и дело простаивать или работать с перегрузкой. Решительно устраните все запасы: от них один вред. Когда уровень запасов снижается, на поверхность выходят различные виды проблем. Можно сформулировать и по-другому: не устранив потери, нельзя избавиться от запасов.
Сглаженный выпуск продукции позволяет сократить запасы на всех стадиях производства. Выстраивать синхронизированное производство следует в направлении, противоположном движению продукции, то есть сначала внедрить его на последней производственной стадии, а потом продвигаться к первой стадии. Следует помнить, что преследуемая цель добиться эффективности осей производственной системы, а не отдельных ее элементов (подробнее о вреде локальной оптимизации см., например, Джефф Кокс. Новая цель. Как объединить бережливое производство, шесть сигм и теорию ограничений).
Выравнивание производства — это распределение объемов производства, позволяющее каждую смену выпускать одинаковое количество изделий. Сглаживание производства — это уравнивание объемов и типов продукции, выпускаемой ежедневно. Конечная цель сглаживания производства — выпуск продукции, соответствующей требованиям потребителей, при минимуме производственных затрат.
Выравнивание => Сглаживание => Увеличение числа циклов (рис. 3).
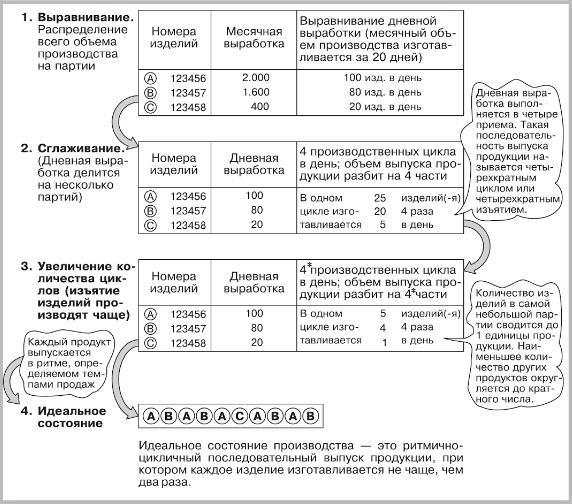
Рис. 3. Выравнивание, сглаживание, увеличение числа циклов; * – возможно на рисунке опечатка, следует читать 20
Этап 3. Поток единичных изделий
Поток единичных изделий позволяет согласовывать действия на разных этапах производства. Тем не менее на многих предприятиях продукцию по-прежнему выпускают крупными партиями, что ведет к нагромождению запасов, которые скапливаются у каждого рабочего места. Когда на линии занято много операторов, особенно ценным становится умение работать в команде. Поток единичных изделий способствует оптимизации операций, выполняемых бригадой.
Для эффективного функционирования потока единичных изделий необходимо установить стандартный буферный запас — минимальный запас деталей и изделий на линии, обеспечивающий непрерывность потока. Буферный запас хранится рядом с рабочими станциями. При формировании эффективного потока единичных изделий нужно обратить внимание на три основных момента: оборудование, персонал и производство (рис. 4).
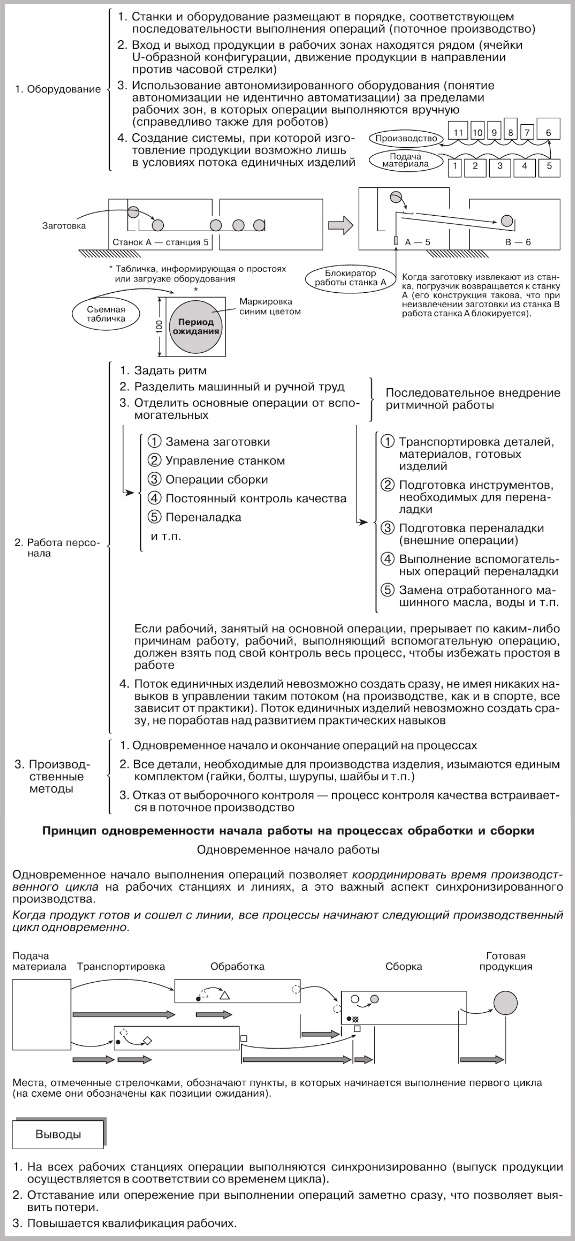
Рис. 4. Важные аспекты формирования потока единичных изделий
Этап 4. Поточное производство
В производственном контексте «поток» означает непрерывное движение продукции по всем стадиям — от подачи материала до готового изделия. Сырье и материалы, стандарты выполнения операций, мероприятия в рамках кайдзен, обмен информацией между процессами вот элементы, с которых начинается формирование эффективно функционирующего потока. Конечным результатом, к которому приводит такой способ выпуска продукции, являются производство только необходимых изделий и стандартизация всех операций и процессов на предприятии.
Прежде всего потребуется создать задел деталей в конце каждой производственной линии. Рабочие должны выполнять операции, подчиняясь строгой последовательности, тогда поток будет ровным. Для этого необходимо обучить операторов управлять несколькими станками, то есть расширить их квалификацию. Затем, используя методы кайдзен, следует уменьшить уровень запасов необходимых деталей (делать это нужно постепенно, шаг за шагом). Сохранить непрерывность потока позволит, в частности, U-образная компоновка оборудования. Станки следует располагать как можно ближе друг к другу в той же последовательности, в которой выполняются операции.
Оборудование в цехах целесообразно располагать против часовой стрелки. Почему именно так? Поток продукции двигается справа налево, и рабочие-правши берут заготовки правой рукой, а положение переключателей меняют при помощи левой руки.
Для эффективного функционирования поточного производства рабочие должны владеть несколькими специальностями. Это позволит варьировать их загрузку. В зависимости от уровня квалификации рабочих делят на три группы: группы А, В и С (рис. 5).
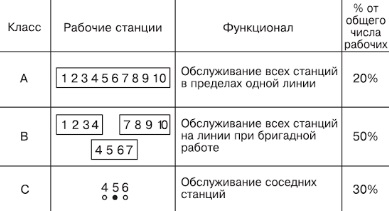
Рис. 5. Рабочие, владеющие несколькими специальностями
Визуальные и звуковые сигналы — это средства визуального управления. Их применяют для оповещения об отклонениях от нормального хода работы и нарушениях непрерывности потока. При возникновении проблем с качеством, появлении механических дефектов и неисправностей рабочий должен нажать на кнопку и вызвать бригадира или сотрудника отдела ремонта. Если возникла проблема, не торопитесь останавливать линию, а вызовите бри1адира или мастера. Он произведет остановку в нужный момент (когда другие рабочие закончат цикл). В тех случаях: когда линии оснащены ограничителем хода, при возникновении неисправностей остановка произойдет автоматически (рис. 6).
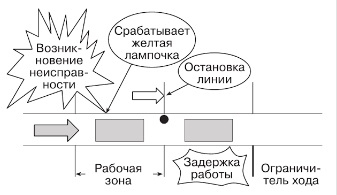
Рис. 6. Визуальные и звуковые сигналы
Этап 5. Сокращение размеров партий
Сокращение размеров партий, которое неразрывно связано с сокращением времени переналадки, проводится для того, чтобы выпускать только необходимую продукцию в требуемом количестве и в нужное время, а также лучше реагировать на колебания потребительского спроса и изменения рыночной конъюнктуры. Запасы следует минимизировать, а производственные затраты — уменьшить. Овладение операциями быстрой переналадки — важное условие, способствующее формированию непрерывного потока единичных изделий и увеличению прибыли.
Среди различных видов потерь самым опасным является перепроизводство. Перепроизводство ведет к чрезмерной загрузке рабочих на процессах, скрывает проблемы, увеличивает буферный запас, что, в свою очередь, порождает новые потери. Чтобы добиться эффективной работы производственной системы, нужно выяснить, каким образом можно снизить буферный запас и организовать непрерывный поток единичных изделий. Выпуск же продукции большими партиями — прямой путь к перепроизводству. Для того чтобы оптимизировать операции переналадки, следует отказаться от сложившихся стереотипов и сформировать новый порядок выполнения операций (рис. 7).
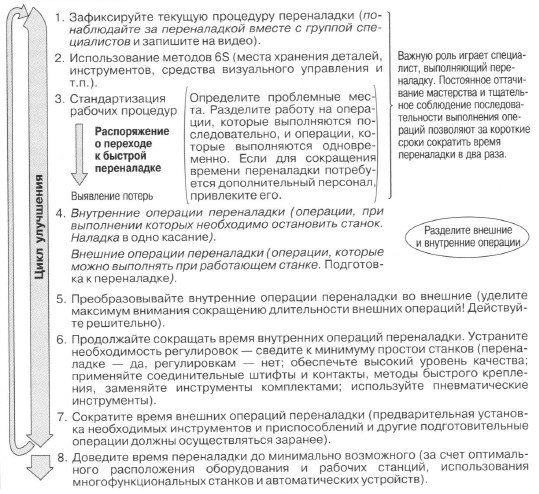
Рис. 7. Этапы сокращения времени переналадки
Сигнальный канбан применяют на линиях, на которых продукцию выпускают партиями. Треугольные канбаны служат сигналом к началу производства, а другие виды канбанов — сигналом к изъятию материалов. Канбаны являются средствами координации и передачи информации, с их помощью регулируется объем выпускаемой продукции и сокращается размер партий. Правильное использование канбанов и контейнеров способствует росту эффективности производства.
Этап 6. Места хранения деталей и изделий
Несмотря на то, что в этой главе речь пойдет о производственной линии, принципы, которые позволяют оптимизировать движение потока информации, с успехом можно применять в офисах, организациях сферы услуг, а также в других секторах экономики. Средства визуального управления позволяют любому рабочему оценить производственную ситуацию без поиска какой-то дополнительной информации. Для менеджеров же особенно важно иметь возможность отслеживать темп производства непосредственно в цехах, поскольку в таком случае можно мгновенно отреагировать на возникшие отклонения.
Основной принцип, которого следует придерживаться, разрабатывая обозначения местонахождения предметов, – у каждой детали должно быть свое место. Например, деталь определяется по номеру, место – по буквенному обозначению.
После сборки готовые изделия немедленно перемещают в установленное место хранения, поэтому хранилища готовой продукции следует тоже рассматривать как часть производственного процесса и соответственно на них должны распространяться все правила, касающиеся организации хранения и перемещения. То же самое касается принципа «первый вошел — первый вышел»: этот принцип должен стать универсальным.
Для хранения и перемещения изделий на предприятии следует использовать контейнеры. Обычно нам не приходит в голову рассматривать пустые контейнеры в качестве индикаторов. Когда на производстве разработаны правила использования контейнеров как индикаторов уровня материалов, выявить недостаток материала, посчитав пустые контейнеры, не составит труда.
В рамках системы синхронизированного производства все хранилища саморегулирующиеся. Если работа хранилищ не регулируется автоматически в соответствии с потребностями последующего процесса, это значит, что хранилища не выполняют свою роль, а попросту являются местом, в котором скапливаются излишки продукции.
Этап 7. Производство в соответствии со временем такта
Время такта — это временной интервал для выпуска продукции, задаваемый последующим процессом (потребителем). Объем незавершенного производства необходимо свести к минимуму, однако при этом следует позаботиться, чтобы на последующий процесс необходимые детали поступали в требуемом количестве в нужное время. Время такта высчитывается делением доступного рабочего времени на количество изделий, которое необходимо изготовить за смену.
При выпуске продукции следует избегать замедления или ускорения темпа. Нет ничего хуже, чем выпуск продукции с опережением (рис. 8).
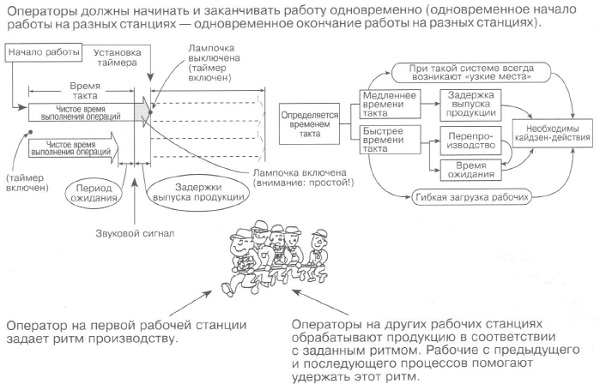
Рис. 8. Выпуск продукции в соответствии со временем такта
Считаете ли вы, что состояние вашей рабочей линии хуже некуда? Устранение потерь начинается с осознания недостатков. Стремясь выявить потери, не пытайтесь сразу придумать, как их устранить; этим вы займетесь позже. Вначале очень важно выявить потери, вплоть до мельчайших. После этого можно переходить к последовательному, шаг за шагом, их устранению. Таким образом, вырабатывается умение видеть потери (муда) вокруг (рис. 9). Сокращая количество рабочих на линии, прежде всего следует удалить оттуда наиболее квалифицированных рабочих. До перевода на другие участки этим рабочим необходимо поручить в течение месяца осуществлять кайдзен-действия на линии. Истинный показатель производительности легко отследить при сокращении объемов производства. При росте объемов производства ни в коем случае не следует увеличивать количество рабочих, занятых на линиях.
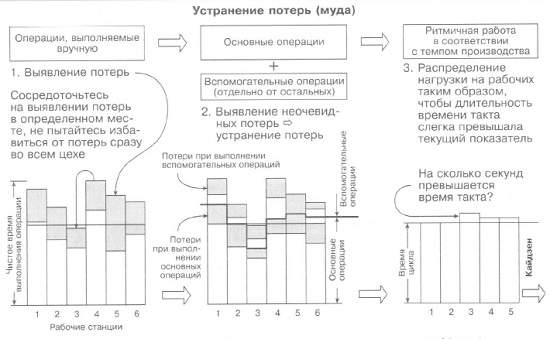
Рис. 9. Гибкая загрузка рабочих
Этап 8. Контроль объемов производства
Улучшения должны способствовать сокращению затрат. Для того чтобы наглядно представить результаты этих действий, используется один из инструментов визуального управления — график учета и распределения объемов производства. Его основное предназначение — помочь создать гибкий непрерывный поток, функционирующий без сбоев.
Контроль объемов производства помогает выполнить три важнейшие задачи:
- бригадиры, рабочие и руководители высшего звена получают конкретные цифры и их наглядное отображение, что позволяет предметно обсуждать ситуацию и способы ее улучшения;
- контроль объемов производства помогает выдерживать сроки поставок;
- контроль объемов производства позволяет отслеживать производственные затраты.
Мониторинг состояния производства, проводимый каждый час, позволяет быстро реагировать на отклонения. Также это помогает выработать у рабочих сознательное отношение к выполнению производственных задач, поскольку, располагая информацией о текущей ситуации, они могут сами регулировать темп работы, если это необходимо. Таким образом, можно гарантировать, что к концу смены потребности последующего процесса будут полностью удовлетворены. Этот метод также позволяет вести учет времени производства для каждого продукта и контролировать, насколько удалось снизить производственные затраты в течение смены.
В качестве инструментов, позволяющих учитывать и контролировать объемы производства и время изготовления отдельных продуктов, используют два вида графиков:
- График контроля объемов производства. На протяжении недели каждый час в график заносятся данные о текущих объемах производства и времени изготовления продуктов. затем данные сравнивают с запланированными показателями и анализируют. Регулярное использование этого графика позволяет выявить «узкие места» на производстве.
- Графическое отображение колебаний объемов продукции и времени производства. На основе данных предыдущего графика рисуется схема, в которой сравниваются фактические и планируемые данные о времени и объемах производства в течение месяца. Это позволяет увидеть динамику и понять, как действовать дальше.
Если ничего не менять, производственные затраты непременно возрастут. Наиболее значительные потери вызваны следующими факторами:
- простои на линии (затраты на оплату труда простаивающих рабочих, затраты на хранение незавершенного производства, другие затраты);
- ошибки персонала (повторная обработка, потеря доверия потребителей);
- механические дефекты (падение объема выпуска продукции, потери из-за дефектов качества, затраты на ремонт);
- ошибки в планировании (дополнительные смены, оплата сверхурочной работы);
- незавершенность кайдзен-действий (потери из-за неиспользованного потенциала, низкой производительности).
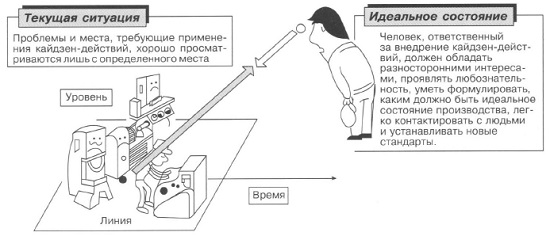
Рис. 10. Ситуация на линии (производственном участке) по сравнению с идеальным состоянием производства
Для развития лидерских качеств необходимо придерживаться жесткой самодисциплины и быть готовым к самообучению. Ответственный бригадир добивается от рабочих выполнения поставленных задач. От поведения и взглядов лидера во многом зависят безопасность труда на участке, качество изделий, количество продукции, время изготовления изделий и уровень производственных затрат.
Ответственный бригадир — одно из наиболее важных звеньев в цепочке формирования системы синхронизированного производства. Он должен убедить рабочих, что без усилий невозможны улучшения. Рабочие не привыкли стоять без дела. Если за ними не присматривать, то они начнут выполнять работу, которую не нужно делать ни при каких условиях. Бригадир должен убедить рабочих воздержаться от работы в период ожидания.
Три задачи, выполнение которых должен обеспечить бригадир: гарантировать высокое качество продукции, выдерживать сроки поставок, снижать производственные затраты.
Этап 9. Стандартизированная работа
Стандартизированная работа — центральный элемент производственной системы. Более того, не будет преувеличением сказать, что без применения стандартизированной работы синхронизированного производства не существует. Важнейшим моментом стандартизации является создание системы, которая будет поддерживать постоянное соблюдение стандартов. Стандарты следует соблюдать неукоснительно, даже если они далеки от совершенства, поскольку кайдзен на предприятии возможен только при наличии стандартов. Чтобы рабочие не пренебрегали стандартами, необходимо привлечь их к процессу создания стандартов.
Пять задач стандартизированной работы (регламентирование выполнения ручного труда):
- Основа всех операций на гембе.
- Выявление направлений кайдзен-действий и закрепление улучшений в новых стандартах.
- Предоставление новым рабочим точных и полных инструкций.
- Предотвращение выполнения ненужных операций.
- Гарантия качества и безопасности труда, обеспечение нужных объемов производства и приемлемого уровня затрат.
Три элемента стандартизированной работы
- Время цикла (время производства одного изделия или детали)
- Последовательность выполнения операций (сборка или изготовление изделий, осуществляемые в определенной временной последовательности)
- Наличие стандартных буферных запасов (абсолютный минимум запасов, обеспечивающий непрерывность выполнения ритмично-цикличной работы).
Совет. Если на полу цеха сделать разметку, соответствующую последовательности выполнения процедур (например, при помощи стрелок и пронумерованных линий), то операторы будут выполнять работу быстрее и качественнее.
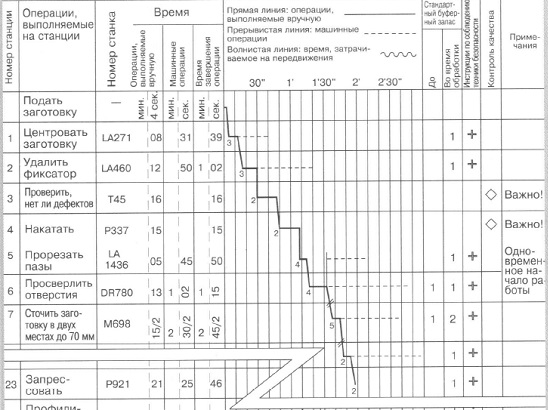
Рис. 11. Базовая модель сводной таблицы стандартных операций
Внедрение стандартизированной работы позволяет выявлять и устранять потери и совершенствовать производственные процессы (рис. 12).
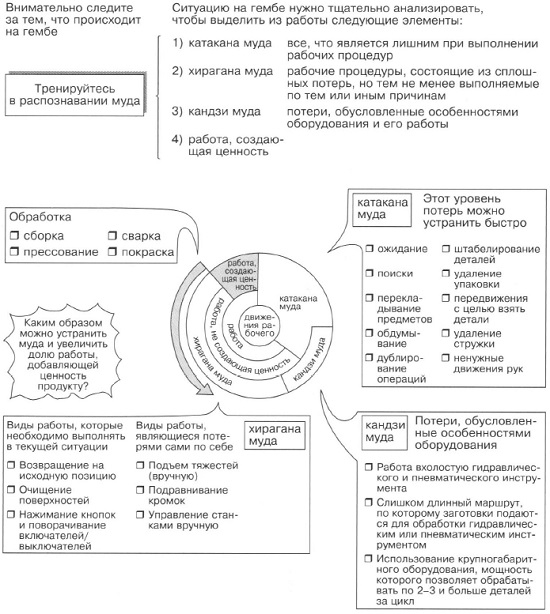
Рис. 12. Три уровня муда (потерь)
Этап 10. Обеспечение качества
Качество возникает в процессе работы. Процедуры контроля не создают качество как таковое. Коллективный контроль качества неэффективен: «Я обрабатываю изделия — ты проверяешь качество». Процедура самоконтроля позволяет рабочим удостовериться, насколько точно соблюдаются производственные стандарты при выпуске продукции. Рабочий проверяет качество изготавливаемых изделий в установленные промежутки времени (каждый час) и заносит данные в листок самоконтроля. Проверяя результаты своей работы, он следит за качеством готовой продукции и за тем, чтобы на последующий процесс не поступали некачественные изделия (подробнее см. Контрольные карты Шухарта и Пример построения контрольной карты Шухарта в Excel). Пока-ёкэ — это устройства, встроенные в станки и механизмы, которые обеспечивают автоматическую защиту от ошибок.
Этап 11. Оборудование
Ценность станков и механизмов определяется не степенью износа или сроком эксплуатации, а способностью приносить прибыль. На предприятиях должны заботиться о том, чтобы продлить срок службы оборудования. Чтобы обеспечить постоянную работоспособность станков, их необходимо регулярно чистить, проверять и смазывать. Причину дефектов следует искать, опираясь на принцип ЗГ: гемба — конкретное место, гембуцу — конкретный дефектный объект, гендзицу— конкретные условия. Готовность оборудования — это доля времени, в течение которого линия или станок находится в работоспособном состоянии.
Этап 12. Система канбан
Канбан — это карточка, на которой указано, какие изделия и в каком количестве следует изъять и как эти изделия нужно производить. Последующий процесс изымает строго необходимую продукцию в нужном количестве и в требуемое время, предыдущий процесс изготавливает только то, на что поступил заказ с последующего процесса. Карточки, содержащие информацию об изъятии и транспортировке материалов и изделий, называются канбанами изъятия. Карточки с производственными инструкциями называются канбанами производства. Эти два вида карточек циркулируют между процессами, обеспечивая их регулирование. Канбаны являются носителями информации, а также требований последующего процесса.
В традиционных производственных системах изделия «выталкиваются» предыдущим процессом на последующую производственную стадию. Выпуск продукции происходит согласно графику, составленному на основе прогнозируемого спроса. Это означает, что на предыдущей производственной стадии изготавливают и перемещают изделия, на которые не поступало заказов. При таком подходе избыточное производство неизбежно. Единственный способ устранить потери, вызванные перепроизводством, — это изменить саму производственную систему, т.е. перейти к выпуску только необходимой продукции в нужном количестве и в требуемые сроки. Такую систему можно сравнить с супермаркетом, в котором товар на полки выкладывается только для того, чтобы восполнить уже проданные товары, иными словами, после того, как последующий процесс (потребитель) изъял необходимое. Важнейшим принципом такой системы является наличие в нужном количестве и в требуемое время продукции, на которую есть спрос.
Три функции канбанов: автоматическая передача информации — производственных инструкций, интеграция потоков материалов и информации, эффективный инструмент кайдзен.
Условия, предшествующие внедрению канбанов в практику:
- создание поточного производства
- сокращение размеров партий
- сглаженное производство
- сокращение транспортных циклов и унификация маршрутов
- непрерывное производство
- адреса и места хранения
- вид упаковки и типы контейнеров
Правила применения канбанов:
- на каждом контейнере должен быть канбан
- после изъятия первого изделия из контейнера канбан снимают и помещают в ящик/стойку для канбанов
- последующий процесс изымает изделия из предыдущего процесса
- выпуск продукции осуществляется в той же последовательности, в которой происходит изъятие изделий последующим процессом
- производить необходимо столько изделий, сколько было изъято последующим процессом
- при нехватке деталей на последующем этапе нужно сразу же сообщить об этом на предыдущий этап
- запускать в оборот канбаны и отслеживать их циркуляцию нужно на том же производственном участке, на котором они используются
- с канбанами следует обращаться так же разумно и бережно, как с деньгами
- никогда не передавайте дефектные изделия на последующую производственную стадию
Внедрение канбанов следует начинать с последней производственной стадии. Канбаны, используемые на заключительном этапе производства, называются канбанами поставок. В этом случае карточки-канбаны одновременно являются распоряжениями о поставках. Если на предприятии не используют канбаны поставки, то их функцию выполняют канбаны изъятия готовых изделий. Роль заказчика в этом случае выполняет отдел планирования производства.
Как только канбаны изъятия готовых изделий прикрепляются к контейнерам с деталями, канбан сборки становится производственным заказом на изготовление новых деталей. Канбаны сборки в порядке их поступления (т.е. в порядке изъятия деталей) помещают на доску отслеживания выполнения производственных заказов, расположенную в начале линии сборки. Эта доска является средством визуального управления. Канбан изъятия выступает заказом на перемещение изделий и деталей. Изделия, которые изымают для производственных нужд, необходимо тут же восполнять такими же (рис. 13).

Рис. 13. Канбан изъятия
Канбан производства является заказом на изготовление определенной продукции. Канбаны производства снимают с контейнеров сразу же после изъятия деталей и перемещения их в хранилище готовой продукции. Затем канбаны производства в порядке их поступления помещают на доску отслеживания выполнения производственных заказов. Сократить число канбанов в обороте можно при помощи кайдзен-действий.
Очень важно для синхронизации производственных процессов использовать специальный красный ящик в качестве средства визуального управления. Главной задачей управления на гембе является разрешение аварийных и проблемных ситуаций. Использование красных ящиков помогает выявить «узкие места» системы канбан и позволяет незамедлительно принять меры по устранению проблем.
Все производственные заказы должны поступать на гембу в форме канбанов. На гембе нет производственного плана в традиционном толковании этого понятия: основанием для выпуска продукции является спрос на последующем этапе. В канбане необходимо указывать наименование и номер изделия, наименования и номера деталей, местонахождение, тип контейнера, количество единиц изделий в контейнере и регистрационные номера.
В начале внедрения канбанов рабочие часто не понимают целесообразности их использования, канбаны кажутся им дополнительной обузой. Вот почему на начальном этапе необходимо разъяснить цели использования канбанов, снабдить рабочих понятными инструкциями и провести обсуждение преимуществ этого инструмента, способствующего совершенствованию производства. Канбаны также являются важнейшим инструментом внедрения и поддерживания принципа «точно вовремя».
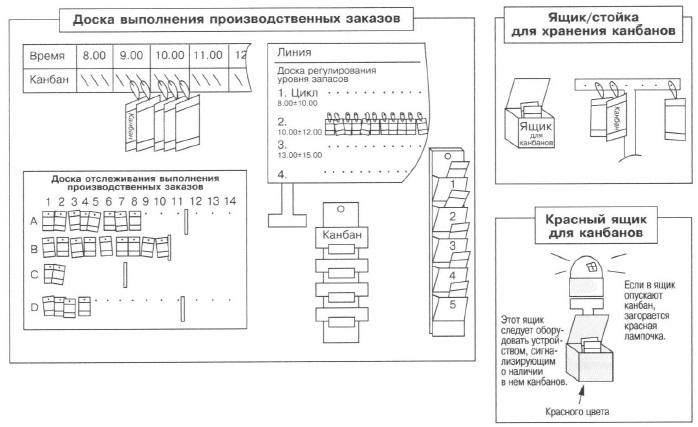
Рис. 14. Различные аспекты использования канбанов
Этап 13. Взаимосвязь и систематизация этапов синхронизированного производства
Внедряя систему синхронизированного производства, необходимо помнить о взаимосвязи этапов. Попытка реализовать один отдельный этап, не принимая во внимание взаимосвязи внутри всей системы, непременно закончится неудачей (рис. 15).
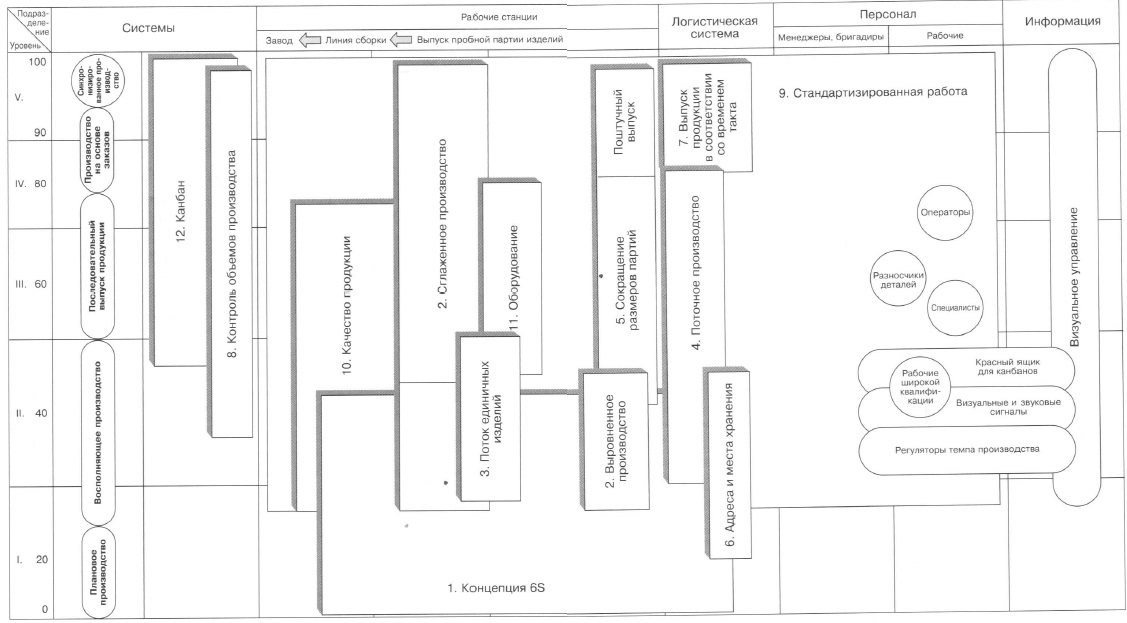
Рис. 15. Пример организации производственной линии в системе синхронизированного производства