Компании-лидеры давно осознали важную роль производственных стандартов в эффективности работы предприятия. Стандартизированная работа является самым действенным инструментом устранения потерь, как в производственных, так и в административных процессах. В этой книге приведены типы стандартов, подробно описаны методы их создания, даны примеры реальных стандартов. В книгах серии Производство без потерь, выпускаемых издательством ИКСИ, представлены основные инструменты бережливого производства. Заявляется, что книги рассчитаны на рабочих и сотрудников без специальной подготовки. На мой взгляд, всё же не все моменты будут понятны без определенных предварительных знаний, см. подборку книг в разделе О качестве.
Стандартизированная работа. – М.: Институт комплексных стратегических исследований, 2007. – 152 с.
Скачать конспект (краткое содержание) в формате Word или pdf
Купить книгу в Ozon
Эта книга написана, чтобы наиболее полно изложить информацию, необходимую для внедрения стандартизации и стандартизированной работы на вашем предприятии.
Глава 1. Стандарты
Успех методов, ориентированных на постоянное улучшение производства, во многом зависит от умения устанавливать и разрабатывать стандарты. Стандарты должны быть точными и научными. Стандарты должны соблюдаться всеми.
Есть три типа стандартов: разработанные совместными усилиями рабочих и их руководителей стандарты, которые постоянно улучшаются; разработанные на базе научных подходов и эмпирических данных стандарты, которые также меняются со временем, но менее регулярно; основанные на технических данных стандарты, которые с течением времени остаются неизменными.
Стандартизация — это установление норм и требований к изготовлению изделий, а также процесс обсуждения стандартов, их выполнение и совершенствование. Непрерывное совершенствование производства становится наглядным, поскольку первоначальный стандарт и результаты его внедрения позволяют отслеживать динамику улучшений.
Постоянное усовершенствование стандартов является ключевым аспектом стандартизированной работы и позволяет достоверно оценить эффективность выполнения производственных процессов. На рис. 1 показана последовательность внедрения процедур стандартизации на предприятии.
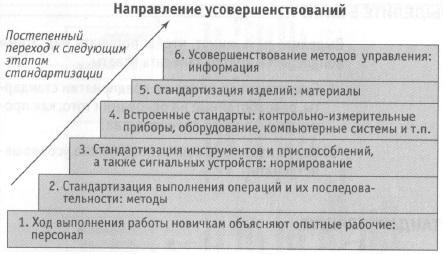
Рис. 1. Последовательность внедрения этапов стандартизации
Стандартизированная работа — это набор определенных процедур, устанавливающих применение оптимальных методов работы и последовательность операций для каждого процесса и каждого рабочего. Стандартизированная работа — это вовсе не жесткий «рабочий стандарт», установленный раз и навсегда. Наоборот, стандартизированная работа позволяет выявить оптимальный уровень загрузки рабочих и оборудования, максимально соответствующий потребительскому спросу.
Стандартизированная работа — это инструмент, применяемый при ячеечном производстве и вытягивающей системе. Стандартизированная работа позволяет оптимально использовать ресурсы (персонал и оборудование), синхронизируя производственный ритм с потребительским спросом. К внедрению стандартизированной работы следует приступать после организации ячеечного производства и ввода в действие вытягивающей системы. Если эти методы бережливого производства уже применяются на предприятии, стандартизированная работа сделает их более эффективными. Иными словами, стандартизированная работа — это заключительный этап внедрения бережливого производства.
Необходимым условием внедрения процедур стандартизированной работы является применение следующих методов бережливого производства:
- система 5S и визуальное управление;
- быстрая переналадка;
- защита от ошибок;
- система всеобщего ухода за оборудованием (ТРМ);
- дзидока—автономизация;
- ячеечное производство;
- вытягивающее производство и система канбан;
- выравнивание объемов загрузки и обеспечение ритмичности производственного процесса;
- многостаночное обслуживание.
Для того, чтобы рабочие действительно постоянно совершенствовали свое мастерство, необходимы следующие условия:
- Активная работа в команде и понимание всех процессов каждым оператором.
- Признание заслуг операторов, постоянно улучшающих производство.
- Право на ошибки (за допущенные ошибки не следует наказывать) и поощрение новаторства.
- Система отслеживания и внедрения удачных предложений, сделанных рабочими.
- Сотрудничество с различными специалистами для оптимизации расположения оборудования и организации ячеечного производства.
- Обучение всех рабочих методам постоянного совершенствования.
Глава 2. Стандартизация
Стандарты сочетают в себе технические нормативы и требования к выполнению процессов (рис. 2).

Рис. 2. Формула, по которой разрабатывают стандарты
Можно выделить восемь видов внутренних стандартов и документов, используемых на заводах (рис. 3). Справочные руководства по стандартам должны быть хорошо структурированы и легко доступны. Зачастую информация в справочных руководствах по стандартам своевременно не обновляется, несмотря на то что сами стандарты давно изменились.
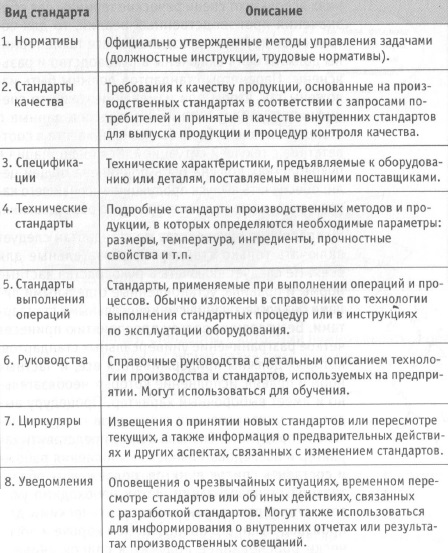
Рис. 3. Виды внутренних стандартов
Любой стандарт должен умещаться на одной странице (рис. 4), чтобы при необходимости свериться со стандартом операторы могли сразу увидеть нужные данные.

Рис. 4. Образец таблицы технологического стандарта
Сущность стандартизации легче усвоить, если рассматривать ее в контексте цикла РDСА (англ. «Plan-Do-Check-Act» – планирование-действие-проверка-корректировка, циклически повторяющийся процесс принятия решения, используемый в управлении качеством; также известен как цикл Деминга-Шухарта; иногда используется в форме PDSA, где S – стандартизируй). Стандартизация — это не только соблюдение стандартов, но и постоянная разработка новых и улучшенных существующих стандартов (рис. 5).

Рис. 5. Последовательность этапов при разрешении проблемных ситуаций
В процессе улучшений производства при внедрении стандартизации вам понадобятся инструменты системы управления качеством:
- Графики
- Столбиковые диаграммы
- Диаграммы Парето
- Диаграммы причинно-следственной связи
- Контрольные листы
- Стратификация
- Диаграммы разброса данных
- Контрольные карты
Итак, стандартизация имеет три аспекта: она позволяет определить самые оптимальные методы производства, предусматривает безоговорочное следование стандартам и включает в себя усовершенствование первоначальных стандартов и разработку новых.
Глава 3. Стандартизированная работа
Стандартизированная работа — это инструмент, позволяющий распределить ресурсы так, чтобы наилучшим образом реагировать на колебания потребительского спроса. В стандартизированной работе есть три составляющих: стандартное время такта; стандартная последовательность технологических операций; стандартные запасы (незавершенное производство).
В вытягивающей производственной системе время такта определяет ритм производства, позволяющий реагировать на колебания потребительского спроса. Общее время цикла — это время выпуска продукта от подачи материалов до отгрузки готового изделия потребителю. Если общее время цикла на процессе удается сократить до времени такта, то продукт можно выпускать, организовав поток единичных изделий. Этого можно добиться, постоянно совершенствуя производство. Чтобы сократить время цикла, следует изъять из производственного процесса все операции, не добавляющие ценность, или свести их к минимуму.
Время такта – это показатель, который синхронизирует выпуск продукции с потребительским спросом и устанавливает темп производства, совпадающий с темпом потребления. Если объем спроса составляет 120 изделий в день, а доступное производственное время равно 480 минутам, то время такта составляет 4 минуты. Если потребителям нужно всего 4 изделия в месяц, время такта составит 1 неделю. Время такта не отражает уровень производительности, это показатель темпа производства, при котором потребительский спрос удовлетворяется наиболее оптимальным образом.
Выравнивание производственной линии — это определение оптимального количества рабочих на каждом участке и в каждой ячейке. Составьте карту процесса, на которой указана последовательность выполнения операций в ячейке и время цикла каждого оператора (рис. 6). Определите оптимальное количество рабочих в ячейке:
Количество рабочих = Общее время цикла/Время такта
Например, Количество рабочих = 202 (общее время цикла) / 60 (время такта) = 3,36
Для трех операторов работы слишком много, а для четырех — слишком мало. Желаемое состояние – это такое состояние, при котором время цикла операторов сокращается с тем, чтобы для выполнения текущих задач было достаточно троих рабочих. Подобного результата можно достигнуть, усовершенствовав производство.
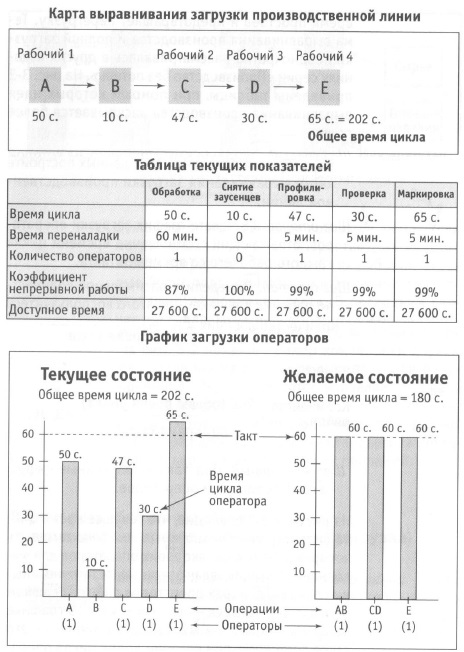
Рис. 6. Шаги, предпринимаемые для выравнивания загрузки производственных линий
Стандартные запасы — это минимальный уровень запасов, обеспечивающих непрерывность потока и отсутствие простоев. Сократить количество незавершенного производства позволяет система канбан путем «вытягивания» только необходимых изделий и деталей (подробнее о системе канбан см. Хитоси Такеда. Синхронизированное производство и Джеймс Вумек. Бережливое производство). Постоянное улучшение стандартов выполнения операций и процессов позволит свести количество незавершенного производства к минимальному уровню (буферному запасу). Идеальная цель бережливого производства — производство без запасов.
Передвижения рабочих могут быть усовершенствованы различными методами. Прежде всего следует сосредоточиться на следующих аспектах: местонахождение деталей и запчастей (рис. 7), местонахождение инструментов и оптимизация рабочего места (рис. 8), выполнение операций двумя руками, оптимизация передвижений во время выполнения операций.
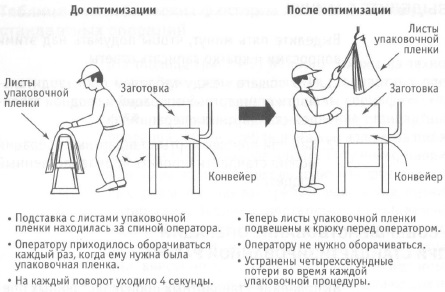
Рис. 7. Оптимизация расположения деталей и запчастей
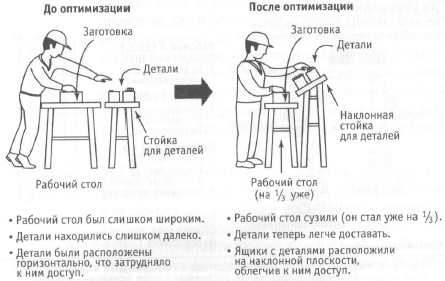
Рис. 8. Оптимизация рабочего места
Глава 4. Практическое применение стандартизации и стандартизированной работы
Обучение новых сотрудников можно проводить по-разному: обучение по принципу «коллега коллеге»; обучение, осуществляемое специально подготовленным персоналом; обучение по инструкциям, изложенным на средствах визуального управления.
Обучение, которое проводят специалисты или мастера, должно происходить на рабочих местах, даже в тех случаях, когда базовые знания рабочие получают на занятиях в классе. Документировать результаты обучения и информировать об успехах обучающихся рабочих — хороший способ вовлечь всех сотрудников в процесс совершенствования квалификации (рис. 9). При бережливом производстве операторы должны уметь выполнять по несколько операций и обслуживать одновременно несколько станков. При колебании потребительского спроса рабочие перемещаются из одной ячейки в другую для выравнивания объемов производства, и они должны уметь выполнять различные производственные задачи.

Рис. 9. График освоения новых квалификаций и навыков
Когда на предприятии есть стандарты, которые тщательно соблюдаются, это облегчает работу руководителей, так как благодаря стандартам сотрудники знают, что им нужно делать, и не нуждаются в дополнительных инструкциях. Стандарты позволяют адекватно распределить ответственность за результаты работы.
Чтобы успешно применять систему канбан при вытягивающем производстве и/или выпускать продукцию небольшими партиями, выравнивая объемы производства, необходимо внедрить стандартизацию. Эффективно реагировать на колебания потребительского спроса, изменения условий заказа, поступившие от клиентов «в последнюю минуту», срочные заказы возможно только при наличии гибкого производственного процесса. Гибкость производства возникает тогда, когда операторы могут переходить из одной ячейки в другую, с одного участка на другой, потому что они владеют смежными квалификациями и умеют выполнять стандартные операции.
Обычно сотрудники сопротивляются внедрению стандартизации до тех пор, пока не поймут, зачем она нужна и какие преимущества принесет для компании и рабочих. Многие ошибочно считают, что стандартизированные процедуры в корне подавляют творческое начало и рационализаторский подход к работе. Людям не нравится делать то же самое, что делают другие, и монотонное повторение одних и тех же операций никому не приносит удовольствия. Такая работа кажется скучной.
Однако в действительности внедрение стандартных процедур в практику самым положительным образом сказывается на эффективности труда, при этом рабочие могут лучше проявлять способности к рационализаторству и совершенствованию производства, а их ежедневная работа становится частью системы, которую легко отслеживать и совершенствовать, улучшая текущие стандарты.
В серии Производство без потерь вышли следующие книги:
- 5S для рабочих. Как улучшить свое рабочее место
- Производство без потерь для рабочих
- Стандартизированная работа
- Канбан для рабочих
- «Точно вовремя» для рабочих
- «Вытягивающее производство» в цехе
- Производство в ячейках. Как создать поток единичных изделий
- ТРМ для рабочих
- Автономное обслуживание для рабочих
- ОЕЕ для рабочих
- «Быстрая переналадка» для рабочих. Система SMED
- Руководство по ТРМ. Как улучшить оборудование
- ТРМ для мастеров
- Руководство по ТРМ. Работа в командах
- «Ноль дефектов» для рабочих
- Кайдзен для рабочих
- Сиртаки по-японски